

Fermented milk
Achieving Thicker Yogurt Without Additives: a Technical Framework for dairy Professionals
White paper
Executive summary
Global demand for yogurt with cleaner labels is rising. Many manufacturers seek to eliminate stabilizers and texturizers while still delivering yogurt with high viscosity, gel firmness, and minimal syneresis. This white paper offers a practical framework to achieve thicker yogurt without additives through adjustment to raw materials, proteins, thermal processing, culture selection, fermentation control, and post‑fermentation handling.
White paper
Contents
How to measure yogurt texture
Yoghurt texture comprises several attributes that drive consumer satisfaction.
What is shear stress in yogurt?
Shear stress is a key measure of yogurt’s structural integrity, viscosity, and resistance to flow.
What influences yogurt texture?
The key factors influencing texture in yogurt include six key processes.
Proper rehydration of powder ingredients
Texture depends on protein functionality, which relies on proper rehydration to prevent concentrated solutions.
Fermentation processes
During fermentation, yogurt texture is strongly affected by process conditions.
Key Takeaways
Summary of the core findings.
How to measure yogurt texture
Consumers know instinctively what delicious texture is in yogurt. But when asked to describe it they may struggle. That’s because texture consists of several attributes, as described below.
- Thickness: associated with viscosity, this is the force required to stir or move the yogurt – it’s the difference between a Greek yogurt and a drinking yogurt, for example
- Smoothness: the opposite of lumpiness, graininess, or grittiness – the goal is a silky, homogenous mouthfeel and a yogurt that coats the palate evenly, with no noticeable particles or curd granules
- Ropiness: the stringiness or sliminess of the yogurt — long strings forming when a spoon is dipped into the yogurt and pulled out indicate high ropiness
- Cohesiveness: the yogurt’s internal bonding strength — how well it holds together rather than breaking apart. Highly cohesive yogurt feels more “gel-like” and resists breaking into grainy fragments.
The tools used to measure yogurt texture include a penetrometer for gel firmness and a rheometer for viscosity, elasticity and shear stress. People also play a key role: trained sensory panels can measure for characteristics including mouth thickness and mouth coating.
What is shear stress in yogurt?
What is shear stress in yogurt?
Shear stress is a key measure of yogurt’s structural integrity, viscosity, and resistance to flow. It quantifies the force required to deform yogurt’s gel network – leading to decreased viscosity - at a given shear rate. Shear rate quantifies the speed at which that deformation occurs. Low shear rates reflect the yogurt “at rest” (e.g., in a cup). Medium shear rates reflect yogurt being spooned or eaten. High shear rates reflect processing stresses such as pumping or mixing.

What influence's yoghurt texture?
Yogurt texture forms when a protein network develops below pH 5.0, creating a gel with serum pores. The key factors influencing texture in yogurt include raw material quality, standardization, proper rehydration of protein powder ingredients, thermal treatment, fermentation processes, the application of shear forces after fermentation and choice of culture.
1. Raw material quality
Protein levels
Protein is one of the most important determinants of yogurt thickness. That’s because protein is essential for the development of the strong gel networks that are needed for firmer, thicker yogurt. High-protein milk leads to firmer, creamier yogurt with higher viscosity, while low-protein milk produces softer yogurt. Protein levels in milk are impacted by cow genetics, lactation stage, seasonality, region and milk age.
Cow genetics
Protein content varies widely from breed to breed in cow milk. For example, total protein averages have been measured at 3.73 for Jersey cows as opposed to 3.16 for Holstein cows1.
Lactation stage
Early and late lactation milk has a higher total protein percentage, whereas mid-lactation milk is more diluted.
Seasonality
Pasture-based systems can lead to seasonal swings in protein levels. In the cooler weather of fall and winter, cows yield milk with higher protein levels. In spring and summer, those protein levels drop. Milk from total mixed ration fed cows tend to have steadier protein levels.
Regional differences
These can arise from diet and breed distribution. Local breeds adapted to local feeds may produce milk with differing protein levels than non-local breeds.
Age of milk
The bacteria that grow in milk that’s older or has been improperly stored produce enzymes. These break down proteins through proteolysis. The result is lower protein levels leading to poorer texture.
2. Whey protein nitrogen index (WPNI)
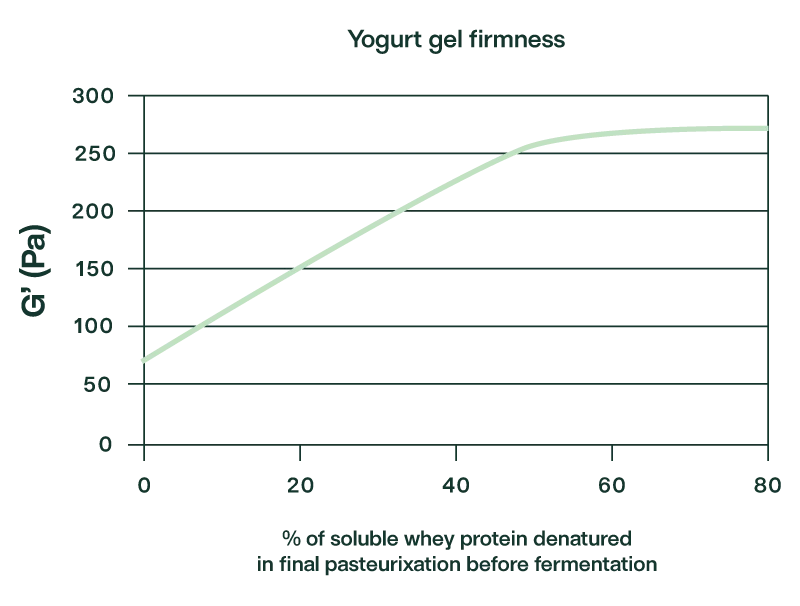
As milk is heated during yogurt production, whey proteins denature and bind to κ‑casein on the surface of casein micelles. This creates a stronger, more interconnected protein network. So it’s essential that – going into yogurt production – enough heat-sensitive whey protein remains undenatured or native. WPNI measures this in terms of grams of native whey protein per kilogram of milk. In milk that’s undergone minimal heat treatment WPNI is high, with plenty of native whey protein to build texture. However, when milk has previously been heat treated (e.g. UHT milk, reworked milk and powders) it already has partially denatured wheyproteins. This lower WPNI means it’s less able to contribute to texture building. The relationship between yogurt gel firmness and the percentage of soluble denatured whey protein is shown in figure 1 below.
3. Fat source
Milk fat acts as a structural and sensory modifier in yogurt through fat globules’ interactions with the milk protein network. Whether fresh cream, cream powder, anhydrous milk fat or UHT, all fat sources have different hydration, dispersion and homogenisation behaviour. So all influence yogurt texture in different ways.
4. Water quality
When using powders to make a recombined milk base, the mineral content of the process water, as well as any residual chemicals, can be sources of variation. This can lead to texture quality issues.
5. Standardization
Given that protein levels, whey protein nitrogen index levels and fat source all play a key role in yogurt texture, any variations in these will also lead to texture variations. That's why standardization of these parameters is a key part of yogurt production. Yogurt producers also standardize ratios of whey protein to casein, fat to protein, and calcium-sodium to protein. All this helps to ensure predictable texture levels, sensorial attributes and water-holding capacity.
Proper rehydration of powder ingredients
Texture is strongly influenced by protein functionality, and protein functionality depends on proper rehydration of protein powder ingredients to avoid concentrated reconstituted solutions. Proper rehydration requires:
- an efficient dispersion system that prevents lump formation
- careful management of hydration time and temperature
- correct concentration of protein powder, especially when using milk protein concentrates with protein content above 70%
- full milk reconstitution and alignment with the protein target of the recipe
It's important to note that the solubility of protein powders affects texture development and that it tends to decrease with both product age and higher storage temperatures.

Thermal treatment
Yogurt texture development involves several mechanisms. These include starch swelling, the denaturation of whey proteins, homogenization of fat and linkage with proteins. These effects are influenced by key processing factors including:
- milk holding time and temperature
- homogenization temperature
- milk pH before thermal treatment
Thermal processing also plays a role in the inactivation of texture disruptors. These include endogenous enzymes such as plasmin. They also include psychrotrophic enzymes* with lipolytic and proteolytic activity, and bacteriophages. A key risk to texture during processing is protein precipitation: higher heating pH leads to increased firmness. If the heating pH is at or below 6.40, proteins may not withstand high heat treatment, as shown in figure 2 below. This can lead to protein aggregation, separation, the formation of grains or sandiness and low viscosity.

*Psychrotrophic enzymes are enzymes produced by psychrotrophic microorganisms—microbes that can grow at refrigeration temperatures at or below 7 °C, even though their optimal growth temperature is higher.
Fermentation processes
During fermentation, yogurt texture is strongly affected by process conditions. Any physical stress around the coagulation point has a negative impact on texture and can lead to total de‑structuration of the coagulum, resulting in separation into whey and a protein “soup”. Temperature homogeneity is therefore critical and depends on insulation at the sides and bottom of the tank, as well as air insulation at the top. Texture can also be disrupted by fermentation disruptors such as antiseptics, antibiotics, phages, oxygen, and pH breaks. Texture is a function of pH, not of titratable acidity (TA), and errors related to pH measurement and the sampling system can misrepresent the true texture state. In particular, pocket whey and an overly small sampling system diameter can lead to inaccurate pH readings.

Key takeaways
Introduction to the section paragraph.
- List of key takeaways
- Item
- Item
- Item
Resources
Knowledge base
Find out more about fermented milk from experts in the field.
White paper
Download the Achieving Thicker Yogurt Without Additives: a Technical Framework for dairy Professionals white paper.